
কারখানা চলছে পুরোদমে, কিন্তু লাভ কোথায়?
সকাল আটটা।
কারখানার গেট দিয়ে ভেতরে ঢুকলেই বোঝা যায়, এখানে কাজের কোনো অভাব নেই। একদিকে মেশিনের শব্দ, অন্যদিকে ট্রলি ঠেলে কাপড় নিয়ে যাচ্ছেন কর্মীরা। সুইং লাইনে অপারেটররা মাথা নিচু করে কাজ করছেন। সুপারভাইজাররা এক লাইন থেকে আরেক লাইনে ছুটছেন।
সবাই ব্যস্ত।
কিন্তু কারখানার মালিক জসিম সাহেবের মুখে সেই ব্যস্ততার আনন্দ নেই।
কারণ, মাস শেষে হিসাবের খাতা খুললেই তার মাথাব্যথা শুরু হয়। উৎপাদন হচ্ছে, বিক্রিও হচ্ছে, কিন্তু লাভ প্রত্যাশা অনুযায়ী বাড়ছে না।
কখনো কাঁচামাল দেরিতে আসছে। কখনো উৎপাদন বন্ধ থাকছে। কোথাও অতিরিক্ত মাল জমে আছে। আবার কোথাও একই কাজ ভুলের কারণে দ্বিতীয়বার করতে হচ্ছে। ডেলিভারির সময় ঘনিয়ে এলে ওভারটাইম, তাড়াহুড়া আর চাপ—সব একসঙ্গে শুরু হয়।
একদিন তিনি অভিজ্ঞ Lean Management কনসালট্যান্ট ওয়াহিদ ভাইকে কারখানায় আমন্ত্রণ জানালেন।
সকালবেলা কারখানায় ঢুকেই ওয়াহিদ ভাই চারপাশে কিছুক্ষণ তাকিয়ে রইলেন। তারপর বললেন,
“স্যার, আপনার কারখানায় কাজ হচ্ছে অনেক। কিন্তু একটি কথা মনে রাখতে হবে—ব্যস্ততা আর দক্ষতা এক জিনিস নয়।”
জসিম সাহেব কিছুটা অবাক হয়ে বললেন,
“কাজ না হলে তো সবাই ব্যস্ত থাকবে না। তাহলে সমস্যা কোথায়?”
ওয়াহিদ ভাই হাসলেন।
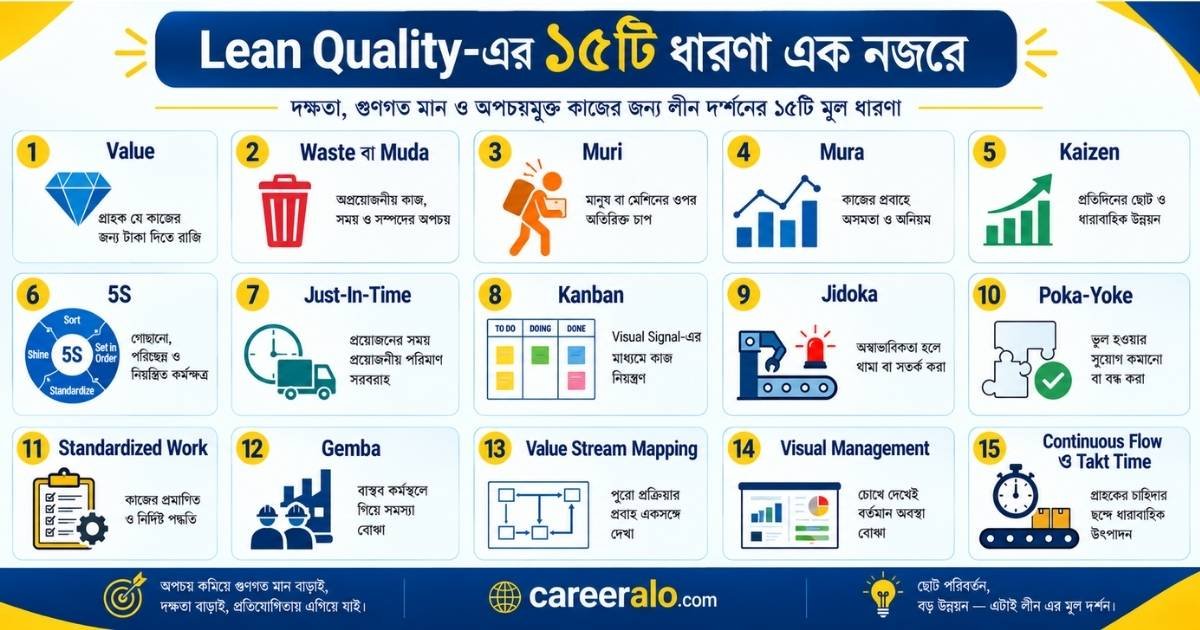
“চলুন, আজ কোনো মিটিং রুমে বসব না। পুরো দিন কারখানার ভেতরে হাঁটব। আপনার নিজের কারখানা থেকেই Lean Quality-এর ১৫টি ধারণা বুঝে নেওয়া যাক।”
১. Value: গ্রাহক আসলে কীসের জন্য টাকা দেন?
কারখানার মূল ভবনের দিকে হাঁটতে হাঁটতে ওয়াহিদ ভাই প্রথম প্রশ্নটি করলেন,
“আপনার গ্রাহক কেন আপনার কাছ থেকে পণ্য কেনেন?”
জসিম সাহেব বললেন,
“ভালো মান, সঠিক পরিমাণ এবং সময়মতো ডেলিভারির জন্য।”
“ঠিক বলেছেন,” ওয়াহিদ ভাই বললেন। “এটাই Lean-এর শুরু—Value বা মূল্য।”
গ্রাহকের প্রয়োজন পূরণ করে এবং যে কাজের জন্য গ্রাহক টাকা দিতে রাজি থাকেন, সেটিই Value-Added কাজ।
যেমন:
- সঠিকভাবে কাপড় কাটা
- নির্ধারিত মান অনুযায়ী সেলাই করা
- পণ্যের গুণগত মান নিশ্চিত করা
- সময়মতো পণ্য প্রস্তুত করা
কিন্তু একটি বান্ডিল তিনবার এক জায়গা থেকে আরেক জায়গায় নেওয়া, ভুলের কারণে পুনরায় সেলাই করা কিংবা প্রয়োজনের অতিরিক্ত মাল তৈরি করে রাখা—এসব কাজ যত ব্যস্ততাই তৈরি করুক, গ্রাহকের কাছে এগুলোর কোনো মূল্য নেই।
ওয়াহিদ ভাই বললেন,
“প্রতিটি কাজের আগে একটি প্রশ্ন করবেন—এই কাজের জন্য কি গ্রাহক টাকা দিতে রাজি?”
এই প্রশ্নটি অনেক অপ্রয়োজনীয় কাজকে চোখের সামনে নিয়ে আসে।
২. Waste বা Muda: যে অপচয়গুলো আমরা কাজ বলে মনে করি
কিছুদূর এগিয়ে তারা স্টোরের সামনে পৌঁছালেন।
ভেতরে সারি সারি কাপড়ের রোল। কিছু রোল এতদিন ধরে পড়ে আছে যে ওপরে ধুলার স্তর জমে গেছে।
ওয়াহিদ ভাই একটি রোলের দিকে ইশারা করে বললেন,
“এগুলো কত দিনের?”
স্টোর ইনচার্জ কিছুটা অস্বস্তি নিয়ে বললেন,
“কিছু মাল তিন মাসের। কিছু হয়তো আরও পুরোনো।”
জসিম সাহেব বললেন,
“আমরা নিরাপত্তার জন্য একটু বেশি স্টক রাখি। হঠাৎ অর্ডার এলে যেন সমস্যা না হয়।”
ওয়াহিদ ভাই বললেন,
“নিরাপত্তার জন্য সামান্য Buffer Stock প্রয়োজন হতে পারে। কিন্তু পরিকল্পনাহীন অতিরিক্ত Inventory নিরাপত্তা নয়—এটি আটকে থাকা টাকা।”
Lean-এ এই অপচয়কে বলা হয় Muda।
সাধারণভাবে সাত ধরনের Waste বেশি দেখা যায়:
- Overproduction: প্রয়োজনের আগে বা প্রয়োজনের চেয়ে বেশি উৎপাদন
- Waiting: মানুষ, মেশিন বা উপকরণের অপেক্ষা
- Transportation: অপ্রয়োজনীয়ভাবে মালামাল স্থানান্তর
- Overprocessing: প্রয়োজনের চেয়ে বেশি ধাপ বা কাজ করা
- Inventory: অতিরিক্ত কাঁচামাল, WIP বা Finished Goods
- Motion: কর্মীদের অপ্রয়োজনীয় চলাফেরা
- Defects: ভুল, ত্রুটি, Rework এবং Rejection
ওয়াহিদ ভাই বললেন,
“কারখানার সবচেয়ে ভয়ংকর অপচয় হলো সেই অপচয়, যেটিকে সবাই স্বাভাবিক কাজ বলে মেনে নিয়েছে।”
৩. Muri: মানুষ ও মেশিনের ওপর অতিরিক্ত চাপ
তারা একটি সুইং লাইনের সামনে গিয়ে দাঁড়ালেন।
অপারেটররা খুব দ্রুত কাজ করছেন। একজন কর্মী বারবার ঘাড় ঘুরিয়ে পেছন থেকে বান্ডিল নিচ্ছেন। আরেকজনের টেবিলে কাজ জমে গেছে। সুপারভাইজার বারবার বলছেন,
“আরও দ্রুত! আজ Target যেভাবেই হোক পূরণ করতে হবে।”
ওয়াহিদ ভাই কিছুক্ষণ দেখার পর বললেন,
“এটাই Muri।”
Muri অর্থ মানুষ, মেশিন বা প্রক্রিয়ার ওপর সক্ষমতার চেয়ে বেশি চাপ দেওয়া।
অবাস্তব Target, কম জনবল দিয়ে অতিরিক্ত কাজ, বিরতি ছাড়া দীর্ঘ সময় কাজ, মেশিনের নির্ধারিত ক্ষমতার বেশি চালানো—এসব Muri তৈরি করে।
শুরুতে মনে হতে পারে এতে উৎপাদন বেড়েছে। কিন্তু কিছুদিন পর দেখা যায়:
- কর্মীরা ক্লান্ত হয়ে পড়ছেন
- ভুল বাড়ছে
- দুর্ঘটনার ঝুঁকি বাড়ছে
- অনুপস্থিতি বাড়ছে
- মেশিন Breakdown হচ্ছে
- Quality কমে যাচ্ছে
ওয়াহিদ ভাই বললেন,
“অতিরিক্ত চাপ দিয়ে একদিন Target পূরণ করা যায়। কিন্তু টেকসই উৎপাদন ব্যবস্থা তৈরি করা যায় না।”
৪. Mura: কাজের প্রবাহে অসামঞ্জস্য
পাশের লাইনে গিয়ে সম্পূর্ণ ভিন্ন চিত্র দেখা গেল।
কয়েকজন অপারেটরের সামনে কাজের স্তূপ। আবার দুজন অপারেটর উপকরণের অপেক্ষায় বসে আছেন।
জসিম সাহেব বললেন,
“এই সমস্যা প্রায়ই হয়। কখনো Cutting থেকে অনেক কাজ আসে, কখনো একেবারেই আসে না।”
ওয়াহিদ ভাই বললেন,
“এটাই Mura—কাজের প্রবাহে অসমতা বা অনিয়ম।”
কোনো দিন অতিরিক্ত কাজ, কোনো দিন কাজ নেই। কোনো প্রক্রিয়ায় অনেক Capacity, পরের প্রক্রিয়ায় কম Capacity। কোনো অপারেটরের সামনে WIP জমে আছে, আবার অন্যজন অপেক্ষায় বসে আছেন।
এই অসামঞ্জস্য থেকেই পরে অতিরিক্ত চাপ বা Muri তৈরি হয়। আর সেখান থেকে জন্ম নেয় অপেক্ষা, অতিরিক্ত Inventory, Defectসহ বিভিন্ন Muda।
অর্থাৎ Mura, Muri এবং Muda আলাদা সমস্যা হলেও তারা একে অপরের সঙ্গে গভীরভাবে যুক্ত।
৫. Kaizen: ছোট পরিবর্তনকে ছোট করে দেখবেন না
তারা লাইনের শেষ প্রান্তে গিয়ে দেখলেন, রহিম মিয়া নামে একজন অভিজ্ঞ অপারেটর তার টেবিলের পাশে ছোট একটি বক্স লাগিয়েছেন। সেখানে তিনি সুতা, কাঁচি এবং প্রয়োজনীয় ছোট টুল রাখেন।
আগে এগুলো টেবিলের বিভিন্ন জায়গায় পড়ে থাকত। এখন হাত বাড়ালেই পাওয়া যায়।
ওয়াহিদ ভাই জিজ্ঞেস করলেন,
“এটি কে বানিয়েছে?”
রহিম মিয়া বললেন,
“স্যার, আমি নিজেই করেছি। জিনিস খুঁজতে সময় নষ্ট হতো।”
ওয়াহিদ ভাই জসিম সাহেবের দিকে তাকিয়ে বললেন,
“এটাই Kaizen।”
Kaizen মানে একদিনে বিশাল পরিবর্তন নয়। বরং প্রতিদিন ছোট ছোট উন্নয়ন।
একটি টুলের অবস্থান পরিবর্তন, একটি অপ্রয়োজনীয় ধাপ বাদ দেওয়া, একটি Form সহজ করা কিংবা Material Handling-এর পদ্ধতি উন্নত করা—এগুলো ছোট পরিবর্তন মনে হলেও দীর্ঘমেয়াদে বড় ফল দেয়।
সবচেয়ে গুরুত্বপূর্ণ বিষয় হলো, Kaizen শুধু ম্যানেজারের কাজ নয়।
যিনি প্রতিদিন কাজটি করেন, সমস্যাটি তিনিই সবচেয়ে ভালো বোঝেন। তাই কর্মীদের কাছ থেকে Improvement Idea নেওয়া জরুরি।
ওয়াহিদ ভাই বললেন,
“কারখানার সবচেয়ে বড় Consultant অনেক সময় কারখানার ভেতরেই থাকেন। শুধু আমরা তাদের কথা শুনি না।”
৬. 5S: জিনিস গোছানো নয়, কাজের পরিবেশ গোছানো
এরপর তারা Maintenance Workshop-এ গেলেন।
একটি টুল খুঁজতে একজন টেকনিশিয়ান তিনটি ড্রয়ার খুললেন। তারপর পাশের টেবিল, একটি বাক্স এবং শেষ পর্যন্ত অন্য একজনের কাছ থেকে টুলটি নিলেন।
পুরো প্রক্রিয়ায় কয়েক মিনিট চলে গেল।
ওয়াহিদ ভাই বললেন,
“একটি টুল খুঁজতে যদি পাঁচ মিনিট লাগে, দিনে কত ঘণ্টা নষ্ট হচ্ছে কখনো হিসাব করেছেন?”
এরপর তিনি 5S-এর পাঁচটি ধাপ বুঝিয়ে দিলেন:
- Sort: অপ্রয়োজনীয় জিনিস সরিয়ে ফেলা
- Set in Order: প্রয়োজনীয় জিনিস নির্দিষ্ট স্থানে রাখা
- Shine: কর্মস্থল পরিষ্কার রাখা
- Standardize: একই নিয়ম সবার জন্য চালু করা
- Sustain: নিয়মটি নিয়মিত বজায় রাখা
জসিম সাহেব বললেন,
“এগুলো তো খুব কঠিন কিছু নয়।”
ওয়াহিদ ভাই বললেন,
“শুরু করা কঠিন নয়। তিন মাস পরও একই অবস্থা ধরে রাখাই আসল পরীক্ষা।”
অনেক প্রতিষ্ঠান 5S শুরু করে ছবি তোলে, লাইন টানে, Label লাগায়। কিন্তু নিয়মিত Audit, Ownership এবং Follow-up না থাকলে কয়েক সপ্তাহ পর আবার আগের অবস্থায় ফিরে যায়।
৭. Just-In-Time: প্রয়োজনের সময় প্রয়োজনীয় পরিমাণ
স্টোর থেকে বের হওয়ার সময় ওয়াহিদ ভাই জিজ্ঞেস করলেন,
“আপনারা কতদিনের Raw Material আগে কিনে রাখেন?”
জসিম সাহেব বললেন,
“অনেক ক্ষেত্রে এক মাস বা তারও বেশি। Supplier দেরি করলে ঝুঁকি থাকে।”
ওয়াহিদ ভাই বললেন,
“Just-In-Time মানে আজই সব Inventory বন্ধ করে দেওয়া নয়। এর অর্থ হলো পরিকল্পিতভাবে ঠিক সময়ে, ঠিক পরিমাণ Material নিশ্চিত করা।”
অর্থাৎ:
- প্রয়োজনের আগে অতিরিক্ত কেনা নয়
- প্রয়োজনের চেয়ে বেশি উৎপাদন নয়
- অপ্রয়োজনীয় WIP জমিয়ে রাখা নয়
- Demand অনুযায়ী Supply নিশ্চিত করা
JIT-এর ফলে Inventory Cost, Storage Space এবং Damage Risk কমতে পারে। Cash Flow-ও উন্নত হয়।
তবে এর জন্য দরকার:
- নির্ভরযোগ্য Supplier
- সঠিক Forecast
- স্থিতিশীল Production Plan
- ভালো Communication
- দ্রুত সমস্যা সমাধানের সক্ষমতা
ওয়াহিদ ভাই সতর্ক করে বললেন,
“JIT শুধু Inventory কমানোর Project নয়। দুর্বল Planning রেখে Inventory কমালে সমস্যা আরও
৮. Kanban: এক নজরে বোঝা যাবে পরবর্তী কাজ কী
Cutting Section-এ গিয়ে তারা দেখলেন, কর্মীরা বারবার Supervisor-এর কাছে জানতে চাইছেন,
“পরের Style কোনটি?”
“এই Bundle কোথায় যাবে?”
“আর Material লাগবে কি না?”
ওয়াহিদ ভাই বললেন,
“যে তথ্যটি চোখে দেখা উচিত, সেটি যদি বারবার মুখে জিজ্ঞেস করতে হয়, তাহলে সিস্টেমটি দুর্বল।”
তিনি একটি Kanban Board-এর ধারণা দিলেন।
Kanban হতে পারে Card, Board, Bin, Tag অথবা Digital Signal—যা দেখে বোঝা যাবে:
- কোন কাজ শুরু হয়নি
- কোন কাজ চলছে
- কোন কাজ আটকে আছে
- কোন কাজ শেষ হয়েছে
- কখন নতুন Material প্রয়োজন
- পরবর্তী কাজের Priority কী
Kanban-এর প্রধান সুবিধা হলো, কাজের অবস্থা সবার কাছে দৃশ্যমান হয়। ফলে অপ্রয়োজনীয় Follow-up কমে এবং Overproduction নিয়ন্ত্রণ করা সহজ হয়।
৯. Jidoka: সমস্যা হলে কাজ থামানোর সাহস
এরপর তারা একটি অটোমেটেড মেশিনের সামনে দাঁড়ালেন।
ওয়াহিদ ভাই জিজ্ঞেস করলেন,
“মেশিনে ভুল Material ঢুকলে বা কোনো অস্বাভাবিকতা হলে কী হয়?”
মেশিন অপারেটর বললেন,
“অনেক সময় মেশিন চলতেই থাকে। পরে QA Check-এ সমস্যা ধরা পড়ে।”
ওয়াহিদ ভাই বললেন,
“ততক্ষণে কত পিস ভুল হয়ে যায়?”
অপারেটর উত্তর দিলেন,
“কখনো ৫০, কখনো ১০০ পিস।”
Jidoka-এর মূল ধারণা হলো, কোনো অস্বাভাবিকতা দেখা দিলে মেশিন বা প্রক্রিয়া যেন Signal দেয় অথবা নিজে থেকে থেমে যায়।
এর উদ্দেশ্য উৎপাদন বন্ধ রাখা নয়। বরং Defect যেন পরবর্তী প্রক্রিয়ায় যেতে না পারে।
একটি ছোট ত্রুটি সঙ্গে সঙ্গে থামাতে পারলে কয়েকটি পিস ক্ষতি হয়। কিন্তু সমস্যা লুকিয়ে উৎপাদন চালিয়ে গেলে শত শত বা হাজার পিস নষ্ট হতে পারে।
Lean সংস্কৃতিতে সমস্যা দেখেও Line চালিয়ে যাওয়াকে দক্ষতা মনে করা হয় না।
সমস্যা হলে থামানো, কারণ খুঁজে বের করা এবং পুনরাবৃত্তি বন্ধ করাই প্রকৃত দক্ষতা।
১০. Poka-Yoke: ভুল ধরার চেয়ে ভুল ঠেকানো ভালো
QA Section-এ একজন Inspector বিভিন্ন Size-এর Component পরীক্ষা করছিলেন। কাছেই একটি Jig রাখা ছিল, যেখানে শুধু সঠিক Dimension-এর Component ফিট করে।
ওয়াহিদ ভাই সেটি হাতে নিয়ে বললেন,
“এটি খুব ভালো Poka-Yoke।”
Poka-Yoke অর্থ Mistake Proofing—এমন ব্যবস্থা, যার কারণে ভুল করা কঠিন বা অসম্ভব হয়ে যায়।
উদাহরণ হিসেবে বলা যায়:
- ভুল দিক দিয়ে Part বসানো যাবে না এমন Fixture
- ভুল Barcode Scan হলে System Alert
- Required Field পূরণ না করলে Form Submit না হওয়া
- ভিন্ন Size-এর Component-এর জন্য ভিন্ন রঙের Bin
- ভুল Program নির্বাচন করলে Machine Lock
মানুষ ভুল করতেই পারে। ক্লান্তি, অসাবধানতা বা বিভ্রান্তির কারণে ভুল হওয়া স্বাভাবিক।
তাই শুধু Training দিয়ে “ভুল করবেন না” বলার চেয়ে এমন System তৈরি করা ভালো, যেখানে ভুল হওয়ার সুযোগই কম থাকে।
১১. Standardized Work: সবার কাজের পদ্ধতি এক না হলে ফলও এক হবে না
একই ধরনের কাজ দুইজন অপারেটর দুইভাবে করছিলেন।
একজন প্রথমে Piece Align করে তারপর সেলাই করছেন। আরেকজন আগে কয়েকটি Piece জমিয়ে রেখে একসঙ্গে কাজ করছেন।
ওয়াহিদ ভাই জিজ্ঞেস করলেন,
“সঠিক পদ্ধতি কোনটি?”
Supervisor কিছুক্ষণ চুপ থেকে বললেন,
“দুজনই অভিজ্ঞ। যার যেভাবে সুবিধা হয়, সেভাবেই করেন।”
ওয়াহিদ ভাই বললেন,
“এখানেই Variation-এর শুরু।”
Standardized Work মানে প্রতিটি কাজের জন্য সবচেয়ে নিরাপদ, কার্যকর এবং প্রমাণিত পদ্ধতি নির্ধারণ করা।
এর মধ্যে থাকতে পারে:
- কাজের সঠিক Sequence
- প্রয়োজনীয় সময়
- Standard WIP
- Quality Check Point
- Safety Requirement
- প্রয়োজনীয় Tools এবং Materials
Standardized Work কর্মীদের স্বাধীনতা কেড়ে নেওয়া নয়। বরং বর্তমানে জানা সেরা পদ্ধতিটিকে ভিত্তি হিসেবে ব্যবহার করা।
ওয়াহিদ ভাই বললেন,
“Standard না থাকলে কে ভালো করছে, কোথায় সমস্যা হচ্ছে কিংবা উন্নতি হয়েছে কি না—কিছুই সঠিকভাবে মাপা যায় না।”
১২. Gemba: রিপোর্টে যা দেখা যায় না
দুপুরের দিকে জসিম সাহেব বললেন,
“আমি নিয়মিত Production Report দেখি। কোথায় কত Output হলো, কোথায় Target Miss হলো—সবই তো Report-এ থাকে।”
ওয়াহিদ ভাই বললেন,
“Report ফলাফল দেখায়। কিন্তু সব সময় কারণ দেখায় না।”
Gemba অর্থ সেই বাস্তব স্থান, যেখানে মূল কাজটি হচ্ছে।
কারখানার ক্ষেত্রে Gemba হতে পারে:
- Production Floor
- Warehouse
- Inspection Area
- Maintenance Workshop
- Dispatch Section
- Sample Room
একজন Manager যদি শুধু অফিসে বসে Report দেখেন, তাহলে সমস্যার অনেক বাস্তব দিক তার চোখে পড়বে না।
যেমন:
- অপারেটর কেন বারবার চেয়ার থেকে উঠছেন
- Material কেন আটকে আছে
- একটি কাজ করতে কেন অতিরিক্ত Motion লাগছে
- কোন Instruction কর্মীরা বুঝতে পারছেন না
- কোথায় Safety Risk তৈরি হচ্ছে
Gemba Walk মানে শুধু Floor ঘুরে আসা নয়। পর্যবেক্ষণ করা, প্রশ্ন করা, কর্মীদের কথা শোনা এবং বাস্তব তথ্যের ভিত্তিতে সিদ্ধান্ত নেওয়া।
১৩. Value Stream Mapping: পুরো প্রক্রিয়াকে একসঙ্গে দেখা
দুপুরের খাবারের পর তারা Conference Room-এ বসলেন।
ওয়াহিদ ভাই একটি বড় কাগজ নিয়ে Raw Material Receipt থেকে Shipment পর্যন্ত পুরো Flow আঁকতে শুরু করলেন।
প্রতিটি ধাপের পাশে তিনি লিখলেন:
- Processing Time
- Waiting Time
- Inventory
- Information Flow
- Rework
- Approval Delay
সব হিসাব করার পর দেখা গেল, একটি Order কারখানায় ১২ দিন থাকছে। অথচ পণ্যের ওপর বাস্তবে কাজ হচ্ছে মোটে কয়েক ঘণ্টা।
বাকি সময় চলে যাচ্ছে:
- Approval-এর অপেক্ষায়
- Material Move করতে
- Batch জমতে
- Inspection-এর অপেক্ষায়
- Decision না পাওয়ায়
- Rework করতে
ওয়াহিদ ভাই বললেন,
“এটাই Value Stream Mapping বা VSM-এর শক্তি। আলাদা আলাদা Department নিজের কাজ দেখছে। কিন্তু কেউ পুরো Order-এর যাত্রাটি দেখছে না।”
VSM পুরো প্রক্রিয়াকে একসঙ্গে দেখতে সাহায্য করে এবং বোঝায় কোথায় Value তৈরি হচ্ছে, আর কোথায় সময় ও সম্পদ নষ্ট হচ্ছে।
১৪. Visual Management: অবস্থা বুঝতে মিটিং লাগবে না
বিকেলে তারা আবার Production Floor-এ গেলেন।
ওয়াহিদ ভাই একটি খালি দেয়ালের দিকে তাকিয়ে বললেন,
“এখানে একটি সহজ Board বসানো যায়।”
তিনি বোঝালেন, Visual Management-এর মাধ্যমে গুরুত্বপূর্ণ তথ্য চোখের সামনে তুলে ধরা যায়।
যেমন:
- Target বনাম Actual Output
- Quality Defect Trend
- Machine Status
- Safety Alert
- Production Delay
- Corrective Action Status
- Skill Matrix
- Red, Yellow এবং Green Indicator
ধরা যাক:
- সবুজ: কাজ পরিকল্পনা অনুযায়ী চলছে
- হলুদ: ঝুঁকি বা সামান্য সমস্যা আছে
- লাল: জরুরি সহায়তা প্রয়োজন
এতে একজন Manager, Supervisor কিংবা Operator—যে কেউ এক নজরে বর্তমান অবস্থা বুঝতে পারবেন।
ওয়াহিদ ভাই বললেন,
“ভালো Visual Management দেয়াল সাজায় না। এটি সমস্যা লুকানো কঠিন করে তোলে।”
১৫. Continuous Flow ও Takt Time: গ্রাহকের চাহিদার ছন্দে উৎপাদন
দিনের শেষ দিকে তারা Finished Goods Area-র সামনে দাঁড়ালেন।
সেখানে একদিকে অনেক WIP জমে আছে, অন্যদিকে পরবর্তী প্রক্রিয়ার লোকজন Material-এর অপেক্ষায়।
ওয়াহিদ ভাই বললেন,
“এই জমে থাকা কাজের একটি বড় কারণ হলো, প্রতিটি বিভাগ নিজের সুবিধামতো Batch তৈরি করছে। কেউ পুরো Flow-এর ছন্দ দেখছে না।”
এরপর তিনি Takt Time বুঝিয়ে বললেন।
Takt Time হলো গ্রাহকের চাহিদা পূরণ করতে কত সময় পরপর একটি পণ্য তৈরি হওয়া প্রয়োজন।
সহজভাবে:
Takt Time = Available Production Time ÷ Customer Demand
ধরা যাক, একটি Shift-এ কার্যকর উৎপাদন সময় ২৮,৮০০ সেকেন্ড এবং গ্রাহকের চাহিদা ৯৬০ পিস।
তাহলে প্রতি ৩০ সেকেন্ডে একটি ভালো পণ্য তৈরি হওয়া প্রয়োজন।
প্রতিটি Process যদি এই ছন্দ অনুযায়ী Balance করা হয়, তাহলে Production Flow অনেক বেশি স্থিতিশীল হয়।
Continuous Flow অর্থ বড় Batch তৈরি করে জমিয়ে না রেখে, সম্ভব হলে একটি পণ্য এক ধাপ থেকে পরবর্তী ধাপে নিয়মিতভাবে এগিয়ে নেওয়া।
এর ফলে:
- WIP কমে
- সমস্যা দ্রুত ধরা পড়ে
- Lead Time কমে
- Space কম লাগে
- Delivery দ্রুত হয়
- Quality Control সহজ হয়
ওয়াহিদ ভাই বললেন,
“প্রতিটি বিভাগ যদি শুধু নিজের Output বাড়ায়, তাহলে পুরো কারখানার Output বাড়বে—এমন কোনো নিশ্চয়তা নেই। পুরো Flow-কে একসঙ্গে উন্নত করতে হবে।”
দিনের শেষে জসিম সাহেব কী বুঝলেন?
দিন শেষ হয়ে এসেছে।
মেশিনের শব্দ কিছুটা কমেছে। কর্মীরা ধীরে ধীরে Shift শেষ করার প্রস্তুতি নিচ্ছেন।
জসিম সাহেব কিছুক্ষণ চুপ করে দাঁড়িয়ে রইলেন। তারপর বললেন,
“আজ সকালেও আমি ভাবছিলাম, আমাদের সমস্যা শুধু কম Capacity আর বেশি Order। এখন বুঝতে পারছি, সমস্যা অনেক জায়গায়—Planning, Flow, Inventory, Standard এবং কাজের পদ্ধতিতে।”
ওয়াহিদ ভাই বললেন,
“Lean-এর উদ্দেশ্য মানুষকে আরও দ্রুত কাজ করানো নয়। উদ্দেশ্য হলো এমন বাধাগুলো সরানো, যেগুলো মানুষকে ভালোভাবে কাজ করতে বাধা দেয়।”
জসিম সাহেব দীর্ঘশ্বাস ফেলে বললেন,
“সারাদিনে যা দেখলাম, তা গত দশ বছরে কেউ এভাবে বুঝিয়ে বলেনি। একই কারখানা, একই মানুষ—কিন্তু এখন সবকিছু অন্য চোখে দেখছি।”
শেষ কথা: Lean কোনো একদিনের Project নয়
জসিম সাহেবের কারখানায় কাজের অভাব ছিল না। কর্মীরাও অলস ছিলেন না। তবু কাঙ্ক্ষিত ফল আসছিল না, কারণ ব্যস্ততার ভেতরে অনেক অপচয় লুকিয়ে ছিল।
Lean Quality আমাদের শেখায়, উন্নতির জন্য সব সময় বড় মেশিন, বড় Software বা বড় Investment দরকার হয় না।
অনেক সময় পরিবর্তন শুরু হয় খুব সাধারণ কিছু কাজ দিয়ে:
- একটি অপ্রয়োজনীয় ধাপ বাদ দেওয়া
- অপেক্ষার কারণ খুঁজে বের করা
- কাজের Standard তৈরি করা
- কর্মীদের Improvement Idea শোনা
- সমস্যা হলে লুকিয়ে না রেখে সঙ্গে সঙ্গে ব্যবস্থা নেওয়া
- অফিস থেকে বের হয়ে Gemba-তে যাওয়া
Lean কোনো আলাদা Department-এর দায়িত্ব নয়। এটি কাজকে দেখার একটি পদ্ধতি।
এটি এমন একটি সংস্কৃতি, যেখানে প্রতিদিন প্রশ্ন করা হয়:
“এই কাজটি কি সত্যিই গ্রাহকের জন্য মূল্য তৈরি করছে?”
“এখানে কি কোনো অপচয় আছে?”
“আজকের কাজটি আগামীকাল আরও ভালোভাবে কীভাবে করা যায়?”
একটি প্রতিষ্ঠানের Lean Journey শুরু করার জন্য শত পৃষ্ঠার Manual প্রয়োজন হয় না।
শুরুতে একটি প্রশ্নই যথেষ্ট—
গ্রাহক আসলে কীসের জন্য টাকা দেন?